引用元: AIMIS-FYT|esa(https://www.gigahertz-optik.com/en-us/about-us/user-stories/esa-aimis-optimal-led-curing-for-uv-resin/)
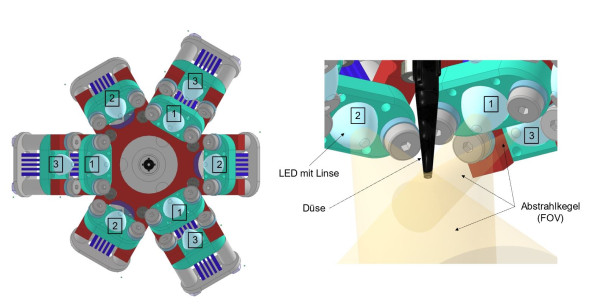
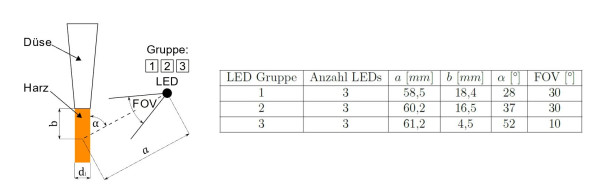
UV硬化樹脂を使用してロッドおよびロッド構造を印刷する積層製造プロセスの一環として、LEDモジュールの放射照度を測定します。黒色のノズルの周囲に配置された合計9個のNichia製LED(図1左を参照)は、ディスペンサーによって押し出された樹脂を硬化させるためのUV放射源として機能します。3個のLEDは、距離aと角度αが同じであるグループ(1、2、3)を形成します(図2を参照)。各LEDにはレンズも付いており特定ビーム角度(FOV)で光が照射されます(図1右を参照)。6個のLEDはビーム角度が30°で、ノズル出口の領域と印刷されたロッドに沿った部分を照射します。他の3個のLEDはビーム角度が10°で、ノズルの出口領域に直接焦点を合わせます。
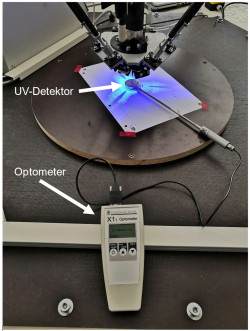
与えられたLED構成において、365 nmの波長範囲におけるどの放射照度E_eがノズル出口に到達し、プリントロッドに沿って実際に到達するかを知るために、Gigahertz-Optik社のUV照度計であるX1-1-RCH-116-4を使用しました。この装置は、オプトメーターX1-1と検出器RCH-116-4で構成されています。
測定では、UV検出器をノズルの下に設置します(図3参照)。放射照度は、ノズル出口からの異なる距離bと複数のUV強度で測定されます。各測定ポイントで、LEDは2秒間点灯します。この2秒後、オプトメーターに表示された最後の測定値が記録されます。2回の測定間隔は5秒です。
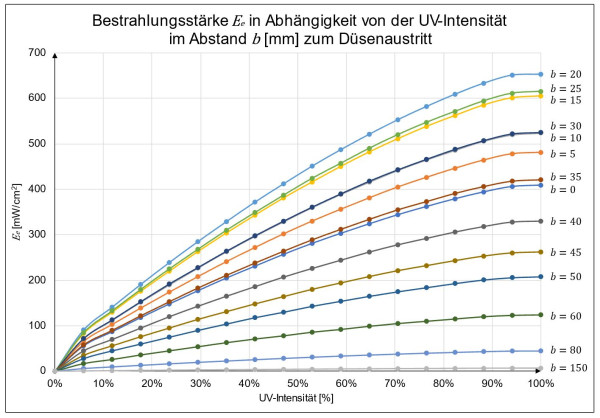
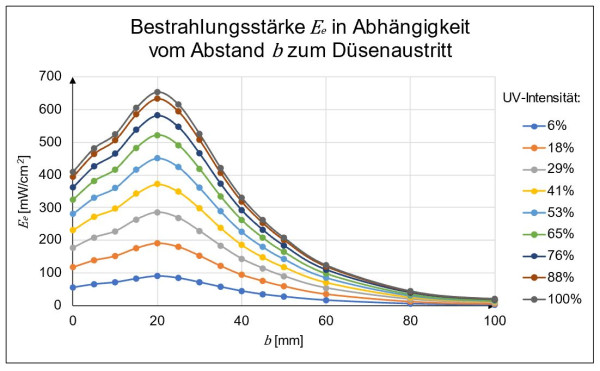
図4は、ノズル出口からの距離bを変化させた場合の、UV強度の関数としての放射照度E_eを示しています。各曲線は特定の距離bに対応しています。曲線は、UV強度が低いときには最初は比較的急峻に上昇し、UV強度が増加するにつれて平坦化または飽和することが容易にわかります。
温度測定によって確認されているように、UV強度が高いときには、LEDの電力は直接電力損失または熱出力に変換されます。
図5には、異なるUV強度におけるノズル距離bの関数としての放射照度も示されています。LEDの配置により、ノズルからb=20mm後方の地点で放射照度が最大となります(図4の上の曲線を参照)。
測定試験の結果、LEDの点灯後数秒間、高紫外線強度(数百mW/cm^2)において放射照度が急激に低下することが判明しました。
これはLEDの急激な発熱が電力損失につながるためです。
この影響をより詳細に調査するため、放射照度を時間の関数として測定する追加測定を実施しました。
この測定では、異なる紫外線強度でLEDをそれぞれ20秒間点灯させます。測定は距離b=20mmで実施しました。
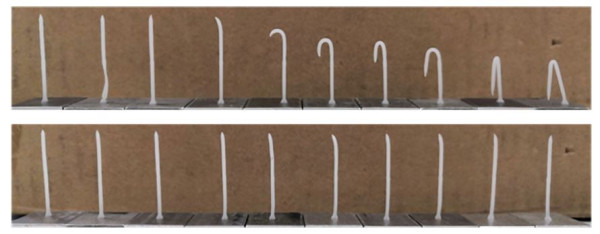
LEDの発熱は印刷結果からも明確に確認できます。図7は、同じ設定で10本のバーを印刷したものです。上の画像では、バーが次々と印刷されています。最後のバーは照射量が不足し、十分な硬化ができませんでした。下の画像では、LEDが十分に冷却されるように、各バーの間に60秒間の休止が設けられています。
Gigahertz-Optik社の放射計を用いることで、LED構成の放射照度を正確に測定し、高紫外線強度下におけるLEDの電力損失を時間の関数として表示することが可能になりました。次のステップは、LEDの冷却をさらに改善することです。